拉深
拉深或深抽成型、深衝是将金属板坯料的外缘部分转移到制件侧壁,使板料或浅的空心工序件成为空心件或深的空心件的冲压工序[1]。拉伸作为主要的冲压工序之一,应用广泛。用拉伸工艺可以制成圆筒形、矩形、阶梯形、球形、锥形、抛物线形及其他不规则形状的薄壁零件,如果与其他冲压成形工艺配合,还可制造形状更为复杂的零件[2]。
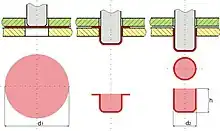
拉深示意图

样品
名称
拉深这种工序曾称为拉延、引伸、延伸、压延等,现国家标准定名为拉深。[3]
工艺
与其他拉拔工艺不同,拉深的零件深度可以超过其坯料的原始直径。深拉伸的纵向长度最多为零件截面内径的5倍。零件纵向长度越长,则金属板材越厚,否则加工过程中会出现表面撕裂,因为在拉伸过程中,金属板材厚度会逐渐减小。[4]
拉深通常与其他多种工艺组合使用,包括:翻边﹑胀形﹑扩口﹑缩口等。[5]
| 冲压件类别 | 最大抗拉强度σb [N/mm2] | 伸长率δ [%] | 硬度 HRB |
|---|---|---|---|
| 浅拉深和成形 | 430 | 13~27 | 64~74 |
| 拉深成形 | 380 | 24~36 | 52~64 |
| 深拉深成形 | 340 | 33~45 | 48~52 |

| 材料 | 减少百分比 | |||
|---|---|---|---|---|
| 39% | 43% | 47% | 50% | |
| 铝 | 88 | 101 | 113 | 126 |
| 黄铜 | 117 | 134 | 151 | 168 |
| 冷轧钢 | 127 | 145 | 163 | 181 |
| 不锈钢 | 166 | 190 | 214 | 238 |
参考文献
- DIN 8584-3 拉压成形加工工艺.第3部分:深拉.分类、细分类、术语和定义
- . kanou group. [2018-04-27]. (原始内容存档于2019-09-18).
- 张如华, 赵向阳, 章跃荣. . . 清华大学出版社. 2006. ISBN 9787302123415.
- 锻压世界. . 搜狐科技. [2018-04-27]. (原始内容存档于2019-09-18).
- . trans-matic. [2018-04-27]. (原始内容存档于2020-12-06).
- (PDF). 中华人民共和国机械行业标准. 国家机械工业局. 1999-06-24 [2018-04-27]. (原始内容存档 (PDF)于2018-04-27).
- Todd, Allen & Alting 1994,第288頁.
This article is issued from Wikipedia. The text is licensed under Creative Commons - Attribution - Sharealike. Additional terms may apply for the media files.