車刀


材質
車刀本身也應具備足夠的硬度、強度而且耐磨、耐熱。刀具所用的材質有須多種,因為良好的刀具材料能有效、迅速的完成切削工作,並保持良好的刀具壽命。一般常用車刀材質有下列幾種:
- 高碳鋼
- 高速鋼
- 鎢鋼刀具
- 非鑄鐵合金刀具
- 燒結碳化刀具
- 陶瓷車刀
- 鑽石刀具
- 氮化硼
| 系列 | ISO規格(車刀上編號末3碼) | 特點 |
|---|---|---|
| P系列(刀柄尾部塗上藍色顏料識別) | P01/P10/P20/P30/P40/P50 | 最適合加工鋼,鑄鋼和可鍛鑄長芯片。 |
| M系列(把手尾部塗上黃色顏料識別) | M10/M20/M30/M40 | 最適合車削不銹鋼,鐵素體和馬氏體(經焠火處理),鑄鋼,錳鋼,合金鑄件,可鍛鑄鐵和鋼的切削。 |
| K系列把手尾部塗上紅色顏料識別 | K01/K10/K20/K30/K40 | 最適合車削鑄鐵,石材、壓鑄和短切桿可鍛鑄鐵。 |
| N系列 | N01/N10/N20/N30 | 理想用於車削有色金屬。 |
| S系列 | 基材可能是基於鎳或鈦。 非常適合加工高溫合金和高溫合金。 | |
| H系列 | H01/H10/H20/H30 | 理想用於車削硬化材料。 |
| *(ISO規範): 編號01~為高速精車刀, 耐磨性較高 ~50為低速粗車刀, 靭性高。 | ||
各部位介紹
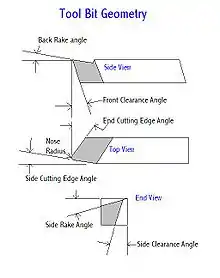
車刀刀片的各種角度
- 前間隙角(Front clearence angle):5°~15° ;避免徑向進給摩擦
- 邊間隙角(Side clearence angle):10°~12° ;避免軸向進給摩擦,減少排屑阻力
- 後斜角(Back Rake angle ):8°~16° 引導排屑,減少排屑阻力
- 邊斜角:12°~14° 引導排屑
- 刀端角:5°~15° 刀端角越大,強度越小
- 切邊角:避免刀尖受衝擊裂損 越大,切屑越薄
- 刀鼻半徑(Nose Radius):精車時需使用較大半徑
種類與用途
車刀外觀可區分下列:
- 傳統式車刀
- 捨棄式車刀
車刀基本種類可區分下列:
- 粗車刀(高ISO編號):韌性好,切削量可大。
但硬度不佳,高轉速下會快速磨損。
- 精車刀(低ISO編號):硬度高,可用于提高轉速使工件表面光滑漂亮。
但韌性低,切削量過大,震刀時會有崩刀風險。
車刀依車削方向可區分下列:
- 右手車刀:加工零件的右邊,通常刀具會向左切削
- 左手車刀:加工零件的左邊,通常刀具會向右切削
- 右側車刀
- 左側車刀
車刀依加工方式可區分下列:
- 圓鼻車刀
- 切槽刀(切斷刀):切槽與切斷工件
- 搪孔車刀
- 內孔車刀:切內徑
- 螺紋車刀(牙刀):車螺紋
- 外螺紋車刀:外面的螺紋
- 內螺紋車刀:裡面的螺紋
參考來源
引用
書目
This article is issued from Wikipedia. The text is licensed under Creative Commons - Attribution - Sharealike. Additional terms may apply for the media files.