氮化钛
氮化钛,化学式TiN,是一种合成陶瓷材料,极坚硬,其硬度接近于金刚石。通常用作钛合金,钢,硬质合金和铝结构的涂层以改善表面性质。作为薄涂层,氮化钛用于硬化、保护切割和滑动表面,也可用于装饰目的,亦作为一种无毒的外部医疗植入物。在大多数应用中的涂层小于5微米。
| 氮化钛 | |
|---|---|
 | |
 | |
| IUPAC名 Titanium nitride | |
| 识别 | |
| CAS号 | 25583-20-4 |
| PubChem | 93091 |
| SMILES |
|
| InChI |
|
| EINECS | 247-117-5 |
| 性质 | |
| 化学式 | TiN |
| 61.874 g·mol⁻¹ | |
| 外观 | 金色涂层 |
| 氣味 | 无味 |
| 密度 | 5.22 g/cm3 |
| 熔点 | 2930 °C(3203 K) |
| 溶解性(水) | 不溶性 |
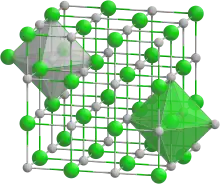
| 结构 | |
| 配位几何 | 八面体 |
| 若非注明,所有数据均出自标准状态(25 ℃,100 kPa)下。 | |
性质
- 维氏硬度:1800~2200
- 弹性模量:251GPa
- 热导率:19.2 W/(m·°C)
- 热膨胀系数:9.35×10-6K-1
- 超导转变温:5.6 k
- 磁化率:+38×10-6 emu/mol[1][2]
氮化钛在室温下是化学稳定但会被热浓酸侵蚀,在800℃常压下会被氧化。具有红外线(IR)的反射特性,反射光谱类似于金的光谱,因此呈淡黄色。根据不同的基板材料和基材的表面光洁度,氮化钛的相对摩擦系数约为0.4-0.9(无润滑)。其典型的晶体结构为氯化钠型(元素相对化学计量约为1:1),而TiNx复合物的热力学稳定系数x为0.6-1.2。[3] 全球首个超级绝缘材料亦是由冷却到接近绝对零度的氮化钛薄膜制成的,其电阻在此条件下会迅速增加为之前的10万倍。[4]
应用

氮化钛涂层广泛用于金属边缘以保持机械模具的耐腐蚀性,如钻头和铣刀,常常由提高三个或更多的因素改善其寿命。由于其具有金属光泽,常用作服装和汽车装饰点缀。作为外层涂层,通常以镍(Ni)或铬(Cr)为镀基板,包装管道和门窗五金。该涂层也用在航空航天和军事方面,以及保护的自行车和摩托车的悬挂装置滑动面,甚至遥控玩具车的减震轴。由于该材料无毒的,符合FDA规范,因此也常用于医疗器械,如保持手术刀刀片和骨科骨锯刀边缘的锐度[5],或直接作为植入假体和其他医学植入物。
氮化钛薄膜可用于微电子领域,作为有源器件和金属接点之间的导电阻挡层。而将薄膜扩散到金属硅中,它的(30-70μΩ·cm)足以形成良好的导电连接。这种特殊的「阻挡金属」还具有陶瓷的化学或机械性能,该工艺大量用于当前的45纳米芯片设计中以提高晶体管的性能。在电池领域,通过将氮化钛与栅介质层(例如,HfSiO)组合,相比于标准的SiO2,可以提高介電係數,按比例缩小栅长度,低泄漏,较高的驱动电流,相同或更好的阈值电压。[6]
较高的生物稳定性使得该合金应用领域延伸到了生物电子电极[7],如视网膜下的假体项目[8] 和生物医学中的微电子机械系统(生物微机电)[9],使智能植入物或体内生物传感器能够承受严重的体液腐蚀。
合成

最常用的氮化钛薄膜合成方法是物理气相沉积法(PVD,通常有溅射沉积,阴极电弧沉积或电子束加热)和化学气相沉积法(CVD)[10]。两种方法都是将纯钛升华,并在高能量真空环境中与氮气反应。亦可在高温下,由四氯化钛-氮的混合气与氨-氢的混合气反应得到氮化钛,或是将钛-氢-氮混合气加热到高温通过石墨,冷却后沉积在基体材料上形成膜。
其他商业变种
在过去的十年中,有几种常用的氮化钛(金黃色)已经开发的变体,如:碳氮化钛(TiCN)(隨著碳含量增加,顏色變化紅棕~紫紅~灰黑~淺灰),氮化铝钛(TiAlN或AlTiN)(紫黑色)和钛铝碳氮化物(黑灰色),可单独或与氮化钛交替使用。这些涂层耐腐蚀性和硬度相近或更优。根据具体应用,颜色从浅灰色到近黑色,或者是暗的虹彩蓝紫色。这些涂料常见于体育用品,特别是刀和手枪。[11]
相關條目
参考资料
- Hugh O. Pierson. . William Andrew. 1996: 193. ISBN 0-8155-1392-5.
- Stone, D. S.; K. B. Yoder; W. D. Sproul. . Journal of Vacuum Science and Technology A. 1991, 9 (4): 2543–2547. doi:10.1116/1.577270.
- Toth, L.E. . New York: Academic Press. 1971. ISBN 0-12-695950-1.
- . PhysOrg.com. 2008-04-07 [2015-03-08]. (原始内容存档于2012-03-01).
- . IonFusion Surgical. [2009-06-25]. (原始内容存档于2009-03-22).
- Dziura, Thaddeus G.; Benjamin Bunday; Casey Smith; Muhammad M. Hussain; Rusty Harris; Xiafang Zhang; Jimmy M. Price. . Proceedings of SPIE (International Society for Optical Engineering). 2008, 6922 (2): 69220V. doi:10.1117/12.773593.
- M. Birkholz, K.-E. Ehwald, D. Wolansky, I. Costina, C. Baristyran-Kaynak, M. Fröhlich, H. Beyer, A. Kapp, F. Lisdat. (PDF). Surf. Coat. Technol. 2010, 204 (12–13): 2055–2059. doi:10.1016/j.surfcoat.2009.09.075.
- H. Hämmerle, K. Kobuch, K. Kohler, W. Nisch, H. Sachs, M. Stelzle,. . Biomat. 2002, 23 (3): 797–804. doi:10.1016/S0142-9612(01)00185-5.
- M. Birkholz, K.-E. Ehwald, P. Kulse, J. Drews, M. Fröhlich, U. Haak, M. Kaynak, E. Matthus, K. Schulz, D. Wolansky. (PDF). Adv. Func. Mat. 2011, 21 (9): 1652–1654. doi:10.1002/adfm.201002062.
- . Diffusion Alloys Limited. [2013-06-14]. (原始内容存档于2013-05-19).
- . Coating Services Group, LLC. [2009-06-25]. (原始内容存档于2012-04-28).