流化催化裂化
流化催化裂化(Fluid catalytic cracking,又作Fluidized-bed catalytic cracking ,或Fluidized catalytic cracking ;简称FCC),是石油精炼厂中最重要的转化工艺之一。被广泛用于将石油原油中高沸点、高分子量的烃类组分转化为更有价值的汽油、烯烃气体和其他产品。[1][2][3]石油烃类的裂化最初都是通过热裂化(thermal cracking)完成;如今热裂化已几乎全部被催化裂化所取代,因为催化裂化可以产生更多具有高辛烷值的汽油。此外,催化裂化也能产生更多拥有碳碳双键的副产品气体(即更多的烯烃),所以相比于热裂化具有更高的经济价值。

流化催化裂化(FCC)的原材料(进料)通常采用原油中初馏点为340 °C或更高(常压)以及平均分子量在200~600或更高的部分。这部分原油通常称为重质瓦斯油(heavy gas oil)或重质减压瓦斯油(heavy vacuum gas oil, HVGO)。在流化催化裂化(FCC)工艺中,原材料在高温和适当的压力下与流化粉末状的催化剂接触。催化剂打破了高沸点长链的烃分子,使之成为更短的分子、然后以蒸气的形态被收集。
经济
石油精炼厂使用流化催化裂化(FCC)来回应汽油的市场需求和解决高沸点区原油分馏产品的过剩。
2006年,世界范围内有400家石油精炼厂采用FCC单元(FCC Unit)。在这些精炼厂中,占总量 1/3 的原油被FCC工艺加工为高辛烷值的汽油以及燃料油(fuel oil)。2007年间,美国的FCC单元每日加工原材料840,000 m3[4],而全世界的FCC单元的每日加工量为其两倍。
在欧洲和亚洲,FCC单元没那么普遍,因为欧洲和亚洲对于柴油和煤油有着很高的需求,而柴油和煤油可以通过氢化裂解供应。在美国,FCC更加普遍,因为美国对于汽油的需求更高。
流程图与工艺描述
现代FCC单元,全部都是全天24小时的无间断作业,在两次例行维修之间能连续运行3~5年。
现在有好几种各不相同的现代FCC单元的专利设计。石油精炼厂如果想要采用现有的这些专利设计的其中之一,就需要向专利设计者购买使用许可。
对于一个FCC单元而言,可以有两种不同的布局配置方案:
(1)堆积型(Stacked configuration):反应器和催化剂再生器都放在同一个容器中,且反应器置于催化剂再生器的上方。
(2)肩并肩型(Side-by-side configuration):反应器和催化剂再生器放在两个不同的容器中。
以下为主要的FCC设计者和许可发行人:[1][2][3][5]
肩并肩型布局:
- 芝加哥桥梁钢铁公司(Chicago Bridge & Iron Company, CB&I)
- 埃克森美孚(ExxonMobil Research and Engineering, EMRE)
- 荷兰皇家壳牌(Shell Global Solutions)
- 石伟公司(Axens / Stone & Webster Process Technology )
- 环球油品公司(Universal Oil Products, UOP)
堆积型布局:
- 凯洛格·布朗·路特(Kellogg Brown & Root, KBR)
每一种专利设计的许可发行人都声称自己的设计拥有独特的优势。其区别与比较不在本文的讨论范围内。
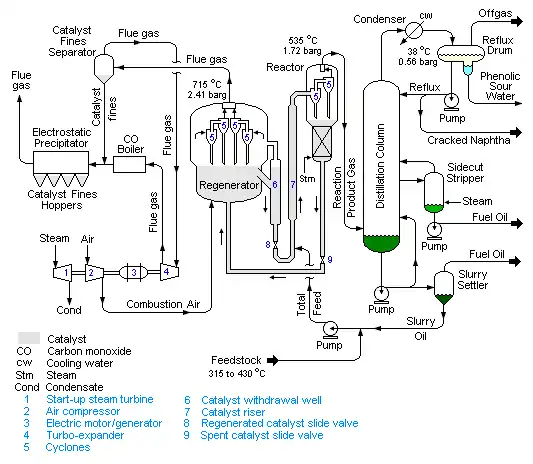
反应器和再生器
反应器(reactor)和再生器(catalyst regenerator)被视为是FCC单元的心脏。图1中给出了肩并肩型的现代FCC单元的典型流程图。被预加热至约315~430 °C的高沸点石油原材料与来自分馏塔(distillation column)的循环油浆(recycle slurry oil)混合,然后注入提升管(catalyst riser)。在提升管中,通过与来自再生器的高温粉末状催化剂的接触,混合液被蒸发、裂化为小分子蒸气。提升管中进行的整个裂化反应在2~4内进行。烃类蒸气使得粉末状的催化剂“流体化(fluidize,或称作‘流化’,此即‘流化催化裂化’名称之来源)”,并且烃类蒸气和催化剂的混合物向上流动,以535 °C、1.72bar的状态进入反应器。
反应器是一个容器,在反应器中,裂化产品蒸气流经一套二级旋风分离器(two-stage cyclones),这样就能从使用过了的催化剂(spent catalyst)当中分离出来;而使用过了的催化剂则向下流动,流经一个汽提段(steam stripping section)来去除烃类蒸气,然后流回到催化剂再生器。
由于裂化反应会产生一些含碳物质,进而积累在催化剂上(常被称作为催化剂焦炭catalyst coke),使得催化剂活性很快降低;因此催化剂再生的方法就是在再生器当中用空气燃烧掉这些催化剂上沉积的焦炭。再生器一般工作在715 °C,2.41 bar的环境中,故其压力要比反应器高出0.7bar。焦炭的燃烧是一个放热过程,它所产生的大量的热量一部分被再生后的催化剂吸收,进而提供作为提升管中原材料蒸发所需热量以及裂化过程所需的吸热量。因此,FCC单元常被称作为是“热平衡的”单元。
高温状态下的催化剂(约715 °C)离开再生器,流入催化剂撤回井(catalyst withdrawal well)。在井中,任何夹带的燃烧烟气都有机会逸散,并流回到再生器的上部。在提升管下部的原材料注入口处,再生后的催化剂的流量通过管路中的滑阀控制。高温状态下的烟气在经过多套二级旋风分离器(two-stage cyclones)后离开再生器。
在再生器和反应器当中循环流动的催化剂的量总共需要约5kg/每kg原材料,或者说4.66kg/每升原材料。因此每天加工处理11,900 m3原材料的FCC单元中,每天有55,900吨的催化剂在其中循环流动。
分馏塔
反应产物的蒸气(535 °C、1.72bar)从反应器的顶部流出,进入分餾塔(英语:Fractionating column。亦常称之为 主分馏塔main fractionator)的底部。在主分馏塔中,反应产物蒸气被分馏为石油氣(LPG)、汽油 (petrol / gasoline)、 石脑油(naphtha)、燃料油(fuel oil)、干气(off-gas)等各种FCC终产物。在经历去除含硫化合物的工艺后,石脑油就成为了具有高辛烷值的精炼厂调和汽油的组分之一。
主分馏塔的干气则被送至气体回收单元(gas recovery unit),并在其中被分离为丁烷、丁烯、丙烷、丙烯、以及分子量更小的气体(如氢气、甲烷、乙烯、乙烷)。有些FCC的气体回收单元也能分离出部分的乙烷和乙烯。
虽然图1中的主分馏塔只画了一个侧线汽提塔(sidecut stripper)和一种燃料油产品(fuel oil product),但事实上许多FCC的主分馏塔拥有两个侧线汽提塔,并能同时生产轻质燃料油(light fuel oil)和重质燃料油(heavy fuel oil)。同理,许多FCC的主分馏塔也同时生产轻质石脑油(light cracked naphtha)和重质石脑油(heavy cracked naphtha)。此处的术语“重质”和“轻质”,指的是产品的沸点范围的高低,即重质产品的沸点范围高于轻质产品的沸点范围。
来自主分馏塔底部的油产品中,含有未被反应器顶部的旋风分离器(cyclone)分离去除的残留催化剂颗粒。因此,底部的油产品往往被称作为油浆(slurry oil)。一部分的油浆被再次送回至主分馏塔中高于高温反应产物蒸气入口处的位置,用于冷却、冷凝刚进入主分馏塔的反应产物蒸气。剩下一部分的油浆则被泵送至一个油浆沉降器(slurry settler)。油浆沉降器底部的油包含了绝大部分的油浆催化剂颗粒,所以会在和FCC原材料混合后,被一起送至提升管(catalyst riser)。而油浆澄清液(clarified slurry oil)或油浆上清液(decant oil)则被从油浆沉降器的顶部抽取出来,用于精炼厂的其他地方(例如作为重质燃料油的调和组分,或作为生产炭黑的原材料)。
再生器中产生的烟气
由于各种FCC具有不同的设计,再生器(catalyst regenerator)中附着在使用过了的催化剂上的焦炭未必会完全燃烧为二氧化碳(CO2)。每一种特定的FCC设计,都对应地有其所需的一氧化碳(CO)和二氧化碳之比。通过控制燃烧中的空气流量,来提供所需的一氧化碳和二氧化碳之比。
图1所示的设计中,焦炭只有一部分燃烧成为了CO2。处于715 °C和2.41bar状态下的燃烧烟气(combustion flue gas,包括CO和CO2),被送入一个第二级催化剂分离器(secondary catalyst separator)。这个第二级催化剂分离器中含有一些涡流管(swirl tubes),能够去除来自再生器的烟气中70~90%的颗粒物。由于烟气接下来会被送入透平膨胀机(turboexpander),所以必须事先去除掉其中的颗粒以防止其侵蚀破坏透平膨胀机的叶片。
烟气通过透平膨胀机进行膨胀,所做的功用于驱动空气压缩机(air compressor),为再生器供给燃烧所需的空气。电动发电机(electric motor/generator,指同时具有发电机与电动机两种功能的装置)能够作为辅助,补充不足的动力。假如烟气的膨胀功大于驱动空气压缩机所需的动力,那么电动发动机就会将多余的能量转化为电能,并输出到精炼厂的电力系统中。
膨胀后的烟气会被送入一个水蒸气生成锅炉(常被称作为CO锅炉,CO boiler)。在CO锅炉中,烟气中一氧化碳(CO)被当作燃料燃烧掉,煮出的水蒸气被精炼厂所利用。另一方面,这也顺便解决了相关环境法规中对于一氧化碳排放控制的要求。
烟气最终会被送至静电除尘器(electrostatic precipitator, ESP)进行处理,以移除残留的颗粒物(particulate matter, PM)从而达到相关法规中的颗粒物排放标准。静电除尘器能够去除烟气中尺寸为2 ~ 20 µm的颗粒物。有时候还需要使用诸如四级分离器(Fourth Stage Separators)的颗粒物过滤系统去达到颗粒物排放标准。如若仅关心颗粒物排放的话,则可用其替代静电除尘器。
图1中,烟气处理系统中的蒸汽透平(steam turbine)被用于在FCC单元刚启动的时候来驱动空气压缩机。等到有足够的烟气了,就切换为用烟气驱动空气压缩机。
化学
| 元素 | 含量 |
|---|---|
| 碳 C | 83-87% |
| 氢 H | 10-14% |
| 氮 N | 0.1-2% |
| 氧 O | 0.1-1.5% |
| 硫 S | 0.5-6% |
| 金属 Metals | < 0.1% |
石油原油的主要成分为烃类混合物,此外还有少量的含硫、含氮、含氧的有机化合物,以及微量的金属成分(如铜、铁、镍、钒等)。
表1给出了原油中各种元素的含量。原油中的烃类可以被划分为以下三种类型:
- 链烷烃(alkane,俗名为 paraffins):直链或分支状的饱和烃类,无任何环状结构。
- 环烷烃(cycloalkane,又作naphthene):含有脂环结构的饱和烃。
- 芳香烃(aromatic):通常指分子中含有苯环结构的烃类化合物。例如苯、萘、菲等。
一般而言,原油中不会出现烯烃(alkene,又作olefin),即含有碳-碳双键的不饱和烃类。
流化催化裂化(FCC)工艺将原材料中的烃类大分子打断成了小分子。原理是,让烃类大分子和处在高温、适当压力下的粉末状催化剂接触,首先使烃类大分子受热蒸发,在烃类大分子成为蒸气态后马上将其打断为小分子。
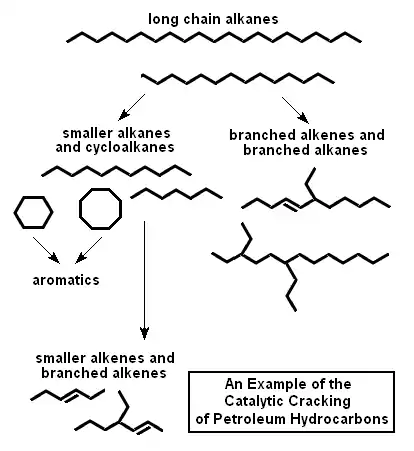
图2举例说明了高沸点的链烷烃的大分子是如何被裂化为更短的烷烃、环烷烃、烯烃等产物的。这种大分子被打断成为小分子的过程,被有机化学家们称为碳-碳键之间的断裂(Scission)。
如图2中所示,一部分的短链的烷烃被进一步地打断,转化为更短的烯烃(如乙烯、丙烯、丁烯、异丁烯)。这些烯烃可以用作为石油化学制品的原材料。丙烯、丁烯、异丁烯也可用于某些石油精炼工艺中,被转化为高辛烷值汽油的调和组分。
此外,亦如图2中所示,首次断裂产生的环烷烃可以被更进一步地转化为芳香烃(如苯、甲苯、二甲苯)。这些芳香烃的沸点处于汽油的沸点范围内,并且相较于链烷烃具有更高的辛烷值。
在裂化工艺中,碳也会被产生,并且附着在催化剂上,成为催化剂焦炭(catalyst coke)。碳的形成趋势,或是原油中的碳的总量可以通过微型残碳测定(Micro Carbon Residue, MCR)或康氏残碳测定(Conradson Carbon Residue, CCR)或兰氏残炭测定(Ramsbottom Carbon Residue, RCR)等手段进行测定。
值得注意的是,图2只是一个简化示意图,它并未囊括FCC工艺中所发生的所有一次反应和二次反应。FCC工艺中还有许多其他的化学反应。有关各种催化裂化反应的详细机理不在本文的讨论范围内,感兴趣的读者请查阅相关技术文献。
催化剂
现代的FCC催化剂通常为密度0.80~0.96 g/cm3的细粉末,其粒径分布于10~150 µm之内,平均粒径一般为60~100 µm. FCC单元的设计和运行很大程度上就取决于催化剂的物理化学性质。我们所希望的FCC催化剂最好能具有如下特性:
- 对于高温和蒸汽的稳定性
- 较高的活性
- 较大的孔隙
- 耐磨耗性
- 不易产生焦炭
现代的FCC催化剂拥有4大组分:晶态沸石(crystalline zeolite),基质(matrix),粘合剂(binder),以及填料(filler)。沸石是主要的活性成分,可占催化剂质量的15~50%。FCC催化剂中所使用的沸石常被成为八面沸石(faujasite)或Y型沸石(Type Y),由二氧化硅和氧化铝的四面体(silica and alumina tetrahedra)组成,每个四面体的中心都有一个铝原子或硅原子而四面体的四角则是四个氧原子。这是一种具有特殊晶格结构的分子筛,只有符合特定尺寸要求的烃类分子才能够进入晶格。通常而言,大于8~10 纳米的分子即难以进入沸石分子筛了。
沸石中的催化部位通常为强酸(酸性相当于90%的硫酸溶液),并提供了主要的催化活性。酸性部位由氧化铝四面体(alumina tetrahedra)提供。每个氧化铝四面体的中心的铝原子处于+3价的氧化态,并且周围由4个氧原子在四角环绕。当然,这些氧原子是和近邻的四面体共用的。这么一来,每个氧化铝四面体都带1个负电荷,而此负电荷刚好由催化剂生产时添加的钠离子中和。之后,钠离子又被替换成了铵根离子。铵根离子在催化剂被干燥的时候蒸发,导致了路易斯-布仑斯惕酸性部位(酸碱质子理论)的形成。在一些FCC催化剂中,布仑斯惕部位之后可能又会被稀土金属(如铈,镧)所替换,以提供不同的活性和稳定性。催化剂的酸性活性(acidic activity)因给料中存在氮气而减弱。通常,给料中氮气的含量为1000~2000 ppm。氮气含量越高,则反应转化率显著降低。
FCC催化剂中的基质(matrix)中含有非晶氧化铝。非晶氧化铝也能提供催化活性部位,且其孔隙相比于沸石来的更大,能容许更大的分子进入。这使得裂化更高沸点、尺寸更大的给料分子成为了可能。
粘合剂(binder)和填料(filler)则用以增强催化剂的物理强度,保持催化剂的完整性。粘合剂多为硅溶胶(silica sol),而填料多为高岭土(kaolin)。
镍、钒、铁、铜等金属杂质,在FCC给料中的含量仅占百万分之一的数量级,但是它们皆会损害催化剂的活性和性能。镍和钒尤甚。有若干方法可以减轻杂质金属所带来的损害作用:
- 避免金属含量高的给料:金属含量高的给料将会严重影响精炼厂加工处理各种原油(或所购入的FCC给料)时的适应性。
- 给料的预处理:通过对FCC给料进行加氢脱硫(hydrodesulfurization),可以除去一部分的金属,并降低FCC产物中的硫含量。不过此方法成本较高。
- 增加新鲜催化剂的添加量:所有的FCC单元都会回收一部分在循环中已达到平衡态的催化剂(equilibrium catalyst),视之为失效的催化剂(spent catalyst),然后以新鲜的催化剂取代之,从而维持所需的活性水平。增加这种新陈代谢可以降低循环中已达到平衡态的催化剂中的金属含量,但该方法的成本也较高。
- 脱除金属(Demetallization):商业专利德梅工艺(Demet Process)可以去除失效的催化剂(spent catalyst)中的镍和钒。镍和钒被转换成了氯化物,然后从催化剂中被洗除。经过干燥后,脱除了金属的催化剂又被回收作为循环中的催化剂使用。有报告称使用该工艺,可以去除约95%的镍和67~85%的钒。尽管如此,德梅工艺并没有得到广泛使用,或许因为此工艺所需的投资巨大。
- 金属钝化(Metals passivation):某些材料可以以添加剂的形式渗透进催化剂中,或以金属有机配合物(metal-organic compound)的形式添加进FCC给料中。这种材料可以和金属杂质反应,钝化金属杂质,使得催化剂上的有害化合物残留减少。例如,锑和铋可以钝化镍,而锡可以钝化钒。有不少相关的钝化工艺的专利在被广泛使用着。 世界范围内,FCC催化剂的主要供应商有雅保公司(Albemarle corporation),格雷斯公司(W.R. Grace Company),巴斯夫公司(BASF Catalysts)等。2011年7月,FCC使用的氧化镧的价格从2010年早期的5美元/千克上涨到了140美元/千克。
历史
催化裂化技术由法国机械工程师Eugene Jules Houdry(尤金·胡德利)开发,采用的是固定床反应器。[6]
最早时候,生产汽油采用原油蒸馏技术。1859年在宾夕法尼亚州的泰特斯维尔(Titusville,Pennsylvania)建起了第一套石油蒸馏的商业装置。随后,内燃机技术得到了很快的发展。到了1895年,美国街头出现了第一辆以汽油为燃料的“无马拉的汽车”(horselesscarriages),当时也就土豪能消费得起,进入20世纪,全美国的汽车估计不超过8000辆。但是随后有了突飞猛进的发展,到了1910年,美国有50万辆汽车,此时汽油短缺凸显。
1913年,印第安纳州标准石油公司(注:美国石油公司经历了N次的兼并重组,此处根据英文资料原文翻译)的威廉·波顿博士(Dr.William Burton)开发了一套热裂化技术,在高温高压条件下将高沸点的石油大分子裂解成低沸点小分子的汽油馏分。为了提高发动机的运行效率,获得更高的辛烷值,1923年,标准石油公司在其中中添加了四乙基铅。四乙基铅由通用汽车的托马斯·米吉利发现,可以大大提高辛烷值,但是有剧毒,对环境破坏严重。
法国是多煤少油的国家。20世纪20年代,Eugene Jules Houdry开始研究褐煤生产汽油的催化剂,他找了一位合伙人,药剂师E.A. Prudhomme,忽悠他搬到了巴黎附近的Beauchamp。在那里,Houdry与他的商业伙伴创办了一个实验室。褐煤制汽油项目得到了法国政府的资助,Houdry建了一套示范装置,每天加工60吨/褐煤。装置自1929年开始运行,但是运行结果不理想,效益上没有竞争力,法国政府撤资,这套装置也于同年关闭。
在研究煤制油的过程中,煤先转化成高粘度的煤焦油、烃类,然后再进一步转化成汽油馏分,后一步与石油裂化生成汽油相似。在这一过程中,Houdry发现酸性白土,有效成分为硅铝酸盐(aluminosilicate),可以将褐煤中提取出来的有转化成汽油馏分。于是,Houdry专注于将这一催化剂应用于石油加工过程。
1930年Vacuum石油公司的H.F. Sheets了解了Houdry研制催化剂的可靠结果,便邀请他到美国。经过成功的磋商,Houdry就把实验室跟他的合伙人带到了新泽西州保罗斯伯勒(Paulsboro,New Jersey)。1931年Houdry工艺公司(HoudryProcess Corporation)成立。同一年,Vacuum石油公司与纽约标准石油公司合并,成立Socony-Vacuum石油公司,也就是后来的美孚石油公司。1933年,每天200桶原料加工量的Houdry装置开车运行。但是经济大萧条削弱了石油业务,Socony-Vacuum公司无力再支持Houdry的工作,于是就同意Houdry从其他公司寻求支持。1933年,Houdry与Sun石油公司总裁J.Howard Pew及副总裁ArthurPew, Jr.会面。不久之后,Houdry,Socony-Vacuum 和Sun签订联合开发协议。1936年4月,Socony-Vacuum公司将Paulsboro一套老的热裂解装置改造成采用Houdry工艺的催化裂化装置。1937年3月,Sun石油公司新建一套日加工量为15,000桶的装置,并投入运行。装置以循环熔盐作为热载体,采用电动阀实现自动切换。高辛烷值的汽油收率达到50%,原高于常规热裂解25%的收率。
Houdry装置可以生产100号高辛烷值航空汽油,为盟军的胜利做出了巨大贡献。Houdry航空汽油大大提升了盟军战斗机的作战性能。据统计,盟军战斗机比轴心国战斗机起飞与爬升的发动机动力高15~30%,有效载荷高25%,最大速度高10%,飞行高度高12%。1940年前6个月,大不列颠战役期间,每月有100万桶高辛烷值汽油装备盟军部队。在战争的前两年,Houdry装置生产了90%的催化裂化汽油。
Houdry,1892年4月18日,出生于法国巴黎郊外,老爹是一位富有的钢铁制造商。大学时,他在Ecoledes Arts et Métiers学习机械工程,也是学霸呀,获得法国政府的金奖。学霸在体育上也很牛,他还是校足球队队长,在毕业那年(1911年)获得法国的冠军。Hourdry毕业后去他爹的厂里,但是随后一战爆发,他在法国坦克军团服役。1917年,在Juvincourt战役中受重伤,获得军功十字勋章(Croixde Guerre),随后获得骑士荣誉勋章的荣耀。战争结束,Houdry重回父亲的工厂。Hourdry痴迷于汽油发动机跟赛车,这也点燃了他研究汽油的兴趣。颇感觉个性十足,精力旺盛,很cool。1922年,他开始了对褐煤制汽油的研究。
二战期间,Houdry坚决反对维希政府与德国纳粹的媾和,当局把他开除国籍。随后他成为“法国永远(FranceForever)”美国分部的首脑,支持戴高乐将军。1942年1月,Houdry成为美国公民,他的两位儿子加入美军,他本人在工业装置的努力为战争胜利作出巨大贡献。
Houdry的一生很传奇,充满着雄心壮志。他富有远见,有大胆的想象力,开拓性的领导能力,坚韧,以及最重要的是他的行动,这造就了非同寻常的职业生涯。
Houdry装置是天才的工艺技术,但是呢,它也有难以克服的缺点,采用固定床反应器,催化剂失活快,需要频繁切换,设备结构复杂,操作繁琐,控制困难。于是Socony-Vacuum公司开发了一套移动床催化裂化装置,也就是ThermoforCatalytic Cracking (TCC)装置。
1938年,Houdry技术的成功已经显而易见了,新泽西标准石油公司联合了其他四家印第安纳标准石油公司、Anglo-Iranian石油公司、德克萨斯石油公司以及皇家壳牌,以及两家工程公司(M.W. Kellogg和UOP),成立了催化研究协会(CRA),从事一项规避Houdry固定床催化裂化专利的工艺技术开发。后来MIT的两位牛人Warren K. Lewis 及 Edwin R. Gilliland与CRA合作,开发了流化催化裂化(FCC)技术。
参考文献
- James H. Gary and Glenn E. Handwerk. 4th. CRC Press. 2001. ISBN 0-8247-0482-7.
- James. G. Speight. 4th. CRC Press. 2006. ISBN 0-8493-9067-2.
- Reza Sadeghbeigi. 2nd. Gulf Publishing. 2000. ISBN 0-88415-289-8.
- U.S. Downstream Processing of Fresh Feed Input by Catalytic Cracking Units (页面存档备份,存于) (Energy Information Administration, U.S. Dept. of Energy)
- David S.J. Jones and Peter P. Pujado (Editors) (2006). Handbook of Petroleum Processing (First ed.). Springer. ISBN 1-4020-2819-9.
- 仲程. . 2015-09-02 [2017-12-28].
外部链接
- Valero Refinery Tour (Houston, TX) Description and diagram of power train
- CD Tech website discussion of Lummus FCC and hydrotreating of catalytically cracked naphtha.
- The FCC Network (页面存档备份,存于)
- Recovery of CO from a FCC using the COPureSM Process(页面存档备份,存于)
- North American Catalysis Society
- Fluid Catalytic Cracking(页面存档备份,存于) (University of British Columbia, Quak Foo, Lee )
- CFD Simulation of a Full-Scale Commercial FCC Regenerator (页面存档备份,存于)